








Case Study: Remote-Controlled NPK Fertilizer Production Plant
.
The Challenge: Digital Transformation of Corrosive Chemical Processing
An international manufacturer of high-grade NPK (Nitrogen, Phosphorus, and Potassium) water-soluble fertilizers required a turnkey production line that could be managed and optimized from a centralized digital hub. The primary challenge was integrating a remote automation system capable of controlling complex dosing and crushing cycles across borders. Additionally, the system had to maintain total solubility for the end-product while resisting the extreme corrosivity of Urea and Ammonium Nitrate.
.
Our Solution: Smart Factory Integration with Remote PLC Control
Our team designed a “connected” production ecosystem, centering on advanced control and monitoring:
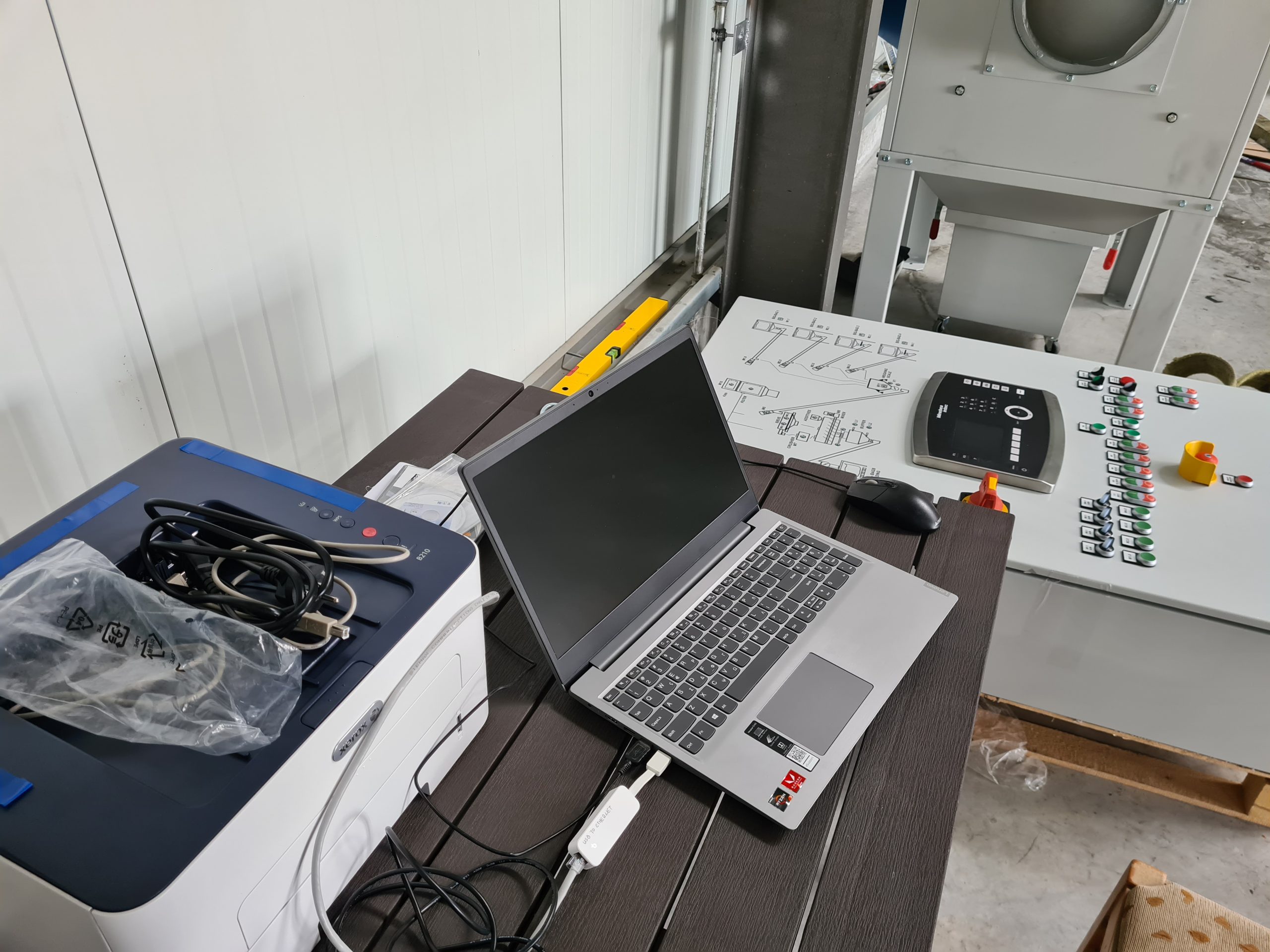
- Laptop-Based Remote Automation: The heart of the plant is a centralized PLC system controlled via a remote laptop interface. This allows for real-time monitoring of batch cycles, weighing accuracy, and system health from any location worldwide.
- 15-Day Post-Startup Remote Support: Our automation engineers provided 15 days of continuous remote optimization following the start-up phase, ensuring the PLC logic was perfectly tuned to the local power and material conditions.
- 316 Stainless Steel Infrastructure: To match the high-tech automation, all physical components—from the 4 Bulk Bag Unloaders to the 1000L weigh hopper and the 1000L ribbon blender—were fabricated in INOX 316 for maximum longevity.
- Integrated Sizing & In-Line Crushing: The automated sequence drives material through a circular vibrating screen. Any fraction over 6mm is automatically diverted to an in-line crusher and a drawer-crusher batch mixer, ensuring 100% solubility.
- Self-Cleaning Dust Filtration: We installed a specialized filtration unit with downward-tapered conical cartridges, facilitating automated self-cleaning and preventing powder loss during the automated bagging process.
.
The Result: Global Scalability through Remote Operational Intelligence
Our automated line transformed the client’s manufacturing capabilities:
- Industry 4.0 Efficiency: The remote control capability allows the client to troubleshoot and adjust recipes without on-site technical staff, significantly reducing operational overheads.
- Guaranteed Batch Homogeneity: The automated transition between the 6m transport screws, the sizing screen, and the crushing units ensures a consistent, high-purity product.
- Future-Proof Engineering: By combining high-grade 316 stainless steel with remote-access automation, our team provided a solution that is both physically durable and digitally scalable for the global NPK fertilizer market.